Custom Glass Test Target
CUSTOM MADE GLASS TEST TARGET
FOR PRICE, PLEASE REQUEST QUOTE
BASE MATERIAL
Available on Soda Lime glass with a low reflective chrome pattern etched onto the surface. The chrome material, when viewed from the top surface, will have an oxide layer (CrO) to reduce light reflections. This product is also available on a quartz substrate if required, and other materials as a special order product. See SPECIFICATIONS for further technical details.
COATING OPTIONS
Anti Glare Coating : Provides a semi-permanent, non-gloss finish which protects and eliminates light reflection. Can be washed in water, can be removed with Acetone. The nature of the coating means that it can distort line edges when viewed under high magnification.
White Opaque Coating : We can add a polymer coating by screening method to either the front or reverse side of the target to increase contrast between the pattern and the background. Please ask for our guide for further information. Other colours may be available (please ask)
White Translucent Coating : We can add a thin polymer coating by screening method, using just one coat, that gives the effect of a translucent coating when illuminated from below. Please note that the actuall transmission rates can vary from batch to batch. Please ask for our guide for further information.
PRINTING OPTIONS
We have the ability to add UV cured printed inks to the glass targets that can be used for various applications...
QR Codes or Similar : Either individual static codes per component type, or dynamic serial codes per individual component. We can use any code type you refer, such as Type 1, Type 2, Micro QR etc
Serial Numbers : Serial numbers can be added by ink to the glass surface, in any font size or type you need. Fully bespoke to your requirements
Logos : Logos or company names can be added to improve branding or product awareness.
CHOOSING RESOLUTIONS
We can write masks at 4 different resolutions, called "classes". The higher the Class, the better the quality. For each increase in Class, there will be a 2x improvement in the following parameters: Addressability, Minimum Line, Edge Roughness, CD Uniformity, and Alignment Accuracy. Please also see the TAB section SPECIFICATIONS to see the impact that class resolution has on dimensional accuracy and feature tolerances.
Some features are harder than others to replicate on the photomask. For example, a triangle with a 15um base / height will in fact have an apex point that reduces down to zero - these end apex points will be impossible to reproduce accurately regardless of the class chosen - but picking a higher class will reduce the rounding effect at each apex. So, even though Class 1 is capable of reproducing 15um lines, a 15um triangle will be distorted in appearance due to this rounding on the apex points. The same can be said for squares or other polygons with squared corners. If your design uses these type of features (triangles, squares, acute or obtuse corner angles) then pick the highest resolution for your budget.
Sharpness of line edges - especially with rounded draws and arcs - are controlled by the Addressability and Edge Roughness. Again, consider using a higher class resolution if these are important to your design.
Class 1 : This represents a resolution that is drawn with a 8um pixel. Although this resolution may resolve smaller features, we recommend keeping feature sizes above 15um as corner rounding is considerable. Edge sharpness and definition is acceptable for non-critical design types, although designs with arcs/circles and lines running off 90 degree grid may show pixilation. NO features such as lines / circles / spots / squares below 8 um unless on a 'best effort' basis agreed with our technicians.
Class 2 : This represents a resolution that is drawn with a 4um pixel Although this resolution may resolve 4um lines, we recommend keeping feature sizes above 6um. This resolution has good line edge qualities with only a small pixilation along edges. NO features such as circles / spots / squares below 4um unless on a 'best effort' basis previously with our technicians.
Class 3 : This represents our most common resolution for demanding, high precision photomasks. This represents a resolution that is drawn with a 1um pixel, and offers an excellent price / quality balance. This resolution will resolve down to 2 micron lines, and has very good line edge qualities with no pixilation along edges, and corner rounding is minimal on larger features.
Class 4 : This represents our highest resolution, and is drawn with a 0.5um pixel, and is the best quality that we can offer. This resolution will resolve down to 1 micron lines and has excellent line edge qualities with no pixilation along edges.
MIN CD
CD means "Critical Dimension" and is often used to describe the smallest feature on the design. Feature in this instance can mean drawn data, and also spaces between drawn data. Putting a correct value here helps us determine inspection and production processes. Please use the NOTES section if you need to convey to us any other information.
CAD FORMAT
Data formats listed above are only a small section of what is available. Please note that printing based formats such as Corel Draw, PDF, Postscript, SVG, BMP, TIFF etc are not created to allow sub micron positioning, and we often see these formats export data that can be inaccurate at the micron level. For all Class 3 and Class 4 type work, we strongly recomend using Engineering vector type formats such as Gerber, GDSii, DXF, CIF etc. If your chosen format is not listed, please contact us for further information and clarification. We are also able to provide a full drafting service whereby we can create your designs from drawings and descriptions.
 |
POLARITY Masks are normally referred to as Clearfield (positive) & Darkfield (negative) Positive means that the data you have drawn in CAD will be Chrome on the mask, with the background (the field) being clear glass. Negative is the opposite of this, where the items drawn on CAD will be clear and the background will be chrome. We also need to know which way round the mask has been designed on your screen. The easiest way to select this is to add some reference text (anything you like) to the design somewhere - maybe in the corner - and then specify if the text needs to be right reading or wrong reading. |
PRODUCTION SCHEDULE
Our standard production turnaround is 4 days from receipt of the artwork, purchase order and related documents. We generally send checkplots with every order, and it is vital that these are replied to within a short delay in order that we can meet the schedule required. The production schedule assumes the original data package is correct and does not need to undergo revisions or changes. For large volume orders, or large photomasks on high resolutions, please enquire before ordering premium services.
Standard (4 days) : This is our standard service, and whilst we get 99% of orders shipped within this period, these are guidelines only and may change in periods of high demand. Where data packages are good, and all paperwork is completed promptly, we can often ship early. Expected return of checkplot by customer is within 4 hours. Any orders received after 1pm will assume day 1 to be the following day.
2 Days : A premium service. A complete manufacturing package (data/instructions/order) must be with us by no later than 11.00am. Expected return of checkplot by customer is within 1 hour.
Sameday: A premium service. A complete manufacturing package (data/instructions/order) must be with us by no later than 9.30am. Does not include Class 4 products, or photomasks bigger than 7". Expected return of checkplot by customer is within 30 mins.
8 Days: This is a discounted service for orders that are not urgent.
INSPECTION
Standard : We firstly inspect the piece by eye for flaws, design inaccuracies and contaminations. We also inspect a test coupon (placed in the bottom corner of the mask) for line width accuracy and edge definition. Next we measure the overall dimension of the mask, and record both of these measurements on our internal inspection records. Finally, we find the CD of the mask, measure that, record it, and also take a digital photo that is saved with the inspection log. We use Nikon MM40 at 900x magnification and an OGP ZIP 300 at 400 x magnifications for this.
Enhanced : In addition to the standard inspection process described above, we will then document them via a Certificate of Conformance which we supply with the mask. Tolerances are per our standard tolerances.
Full Certificate : By selecting this option during the ordering process, we will inspect upto 10 customer defined measurements, with customer supplied tolerances. You will need to send us a document, or a separate layer of the design, showing us where you want us to take the measurements from. There can be upto 10 positions defined by the customer. These dimensions are then programmed on the co-ordinate measuring system and the mask is compared to this unique program. A certificate of measurement /conformity is given if the mask passes the inspection process.
CHECKPLOT
A method of sending an email copy of the design for verification before the mask is written. The ‘PDF Checkplot” is a low resolution (4000 dpi) graphic representation of the final photomask - the quality of the PDF does not represent the quality of the final photomask, it is a "gross overview". You must approve this by email before we can proceed. For more accurate checkplot representation , we can request a GerbTool CAD checkplot which will represent the design perfectly – in high resolution – and gives you the ability to also measure (you will need to install specific software for this method)
YOUR DRAWING NUMBER
Please let us know the CAD file name / number so that we can tie together the uploaded data and the order.
NOTES
Here you can inform us of any other requirements or specifications regarding the order.
Please see the TECHNICAL sections, DOWNLOAD sections and FAQ for further information. If you still require clarification, pleas either email or click for LIVE SUPPORT.

MATERIAL SPECIFICATION
Soda Lime Glass is the most common substrate used for masks, due to its good quality/price ratio. The glass is optically good, very flat and has no imperfections. If used in a photo-lithographic process, glass can be used with a very wide variety of light sources from 350nm upwards, with an excellent UV transparency. Soda Lime glass has a thermal co-efficient expansion of 93 (10-7) which is approximately 10 ppm (parts per million) , and a transmittance value of 88% at 375-450nm, with a glass flatness class of 5um for the smaller plates and 10um for the larger plates. Some of the very big plates of 14" and above, may have a bigger flatness tolerance of upto 40um. We would recommend always using Soda Lime glass where it is suitable due to its relative inexpense. It can be combined with Anti Glare coatings.
Quartz (Fused Silica) is not as common due to the expense of the material, but quartz brings the very best stabilised material thermally, along with a very clear base that allows a wide variety of wavelengths to pass through at very good transmission rates. The thermal co-efficient expansion is 5(10-7) which is approximately 0.5 ppm (parts per million). Flatness of this material is best-in-class, with 2um flatness for small plates, and 5um for mid sized plates. It can be combined with Anti Glare coatings.
B270 or BOROFLOAT® are made out of Borosilicate, and are ideal for high temperature and harsh environment applications. Unlike common borosilicate that is drawn flat, BOROFLOAT® is produced by a float technique that yields superior surface accuracy. BOROFLOAT® is about three times more resistant to thermal shock than standard soda lime glass, and has a thermal co-efficient expansion is 35 (10-7) which is approximately 4 ppm
Translucent White Glass White Diffusing Glass is a semi-opaque diffuser designed to create even illumination profiles. Unlike alternative materials, which create their diffusive properties through a coating or lamination process, the White Diffusing Glass is a solid diffuse material, allowing it to be used in any orientation. Because the surfaces are polished, the reflected light will be somewhat specular, while the transmitted light will be near-Lambertian. White Diffusing Glass is ideal for creating even illumination as an attenuator or as a viewing screen. Transmissison wavelengths is similar to Soda Lime Glass (350nm <>850nm) and the transmission amount is approx @ 30%. It can be combined with Anti Glare coatings.
Nextrema WHITE is a specialist ceramic "white" glass that offers a white opaque surface (in the visible spectrum) , and is ideal for high temperature due to its very low thermal co-efficient which has a near zero linear thermal expansion/heat expansion coefficient. It can be combined with Anti Glare coatings.
COATING MATERIALS
Aluminium coatings are very soft and can easily be damaged during use and even cleaning. However, their conductive/resistive properties make them useful for certain applications, as well as the Aluminium being a better conductor of heat than chrome, so the material does not heat up as much during laser ablation processes.
Chrome Coatings are much more robust materials and can be cleaned fairly easily without fear of damage. It is coated onto the plates in very thin layers, which thickness may vary depending upon the OD (Optical Density) required - but generally ranges in the 0.1um to 0.15um thick.
We can coat with other materials, such as Gold but specialist coatings means that we have to run a complete chamber full so there will be minimum order quantities required, varying between 5 and 30 plates depending upon the plate size.
COATING REFLECTIVITY
Low Reflective Chrome: The chrome that is coated on the plate would normally have a bright mirror-like finish to it, reflecting at about 75%. We need to protect this surface with an oxide coating (chrome oxide) , and this oxide is applied to not only protect the surface but also to change the reflectivity of the plate. Our standard product is a LRC (Low reflective Chrome) which reflects around 12% in the UV wavelengths and therefore is most suitable for applications using Mask Aligners and other UV exposure equipment. Low Reflective refers to the oxide coating which is applied to the top surface of the chrome plate. This oxide makes the surface appear “yellow/gold” to our eyes when we hold the plate in a way that the light reflects off it. Because this oxide is applied after coating, the underneath surface of the chrome – the surface that sits against the glass – will remain bright/shiny with a mirror like finish.
High Reflective Chrome: We also have a small range of High Reflective chrome. This chrome still has an oxide coating over the surface, so is not as reflective as the "underneath" side of the plate, but still reflects high at around 50%
Blue chrome: We stock a small amount of “blue” reflective chrome. This is low reflective when using the plate in the visible spectrum, so is the best solution for components that are used optically. With this material, our default is to have the oxide applied to both surface of the chrome so it will appear identical when looked from the front (chrome side) or the back (glass side), meaning internal reflections are kept to a minimum.
OPTICAL DENSITY
OD3 - Optical Density is a measurement given to the chrome optical characteristics, and will change depending upon the wavelength used. OD3 means that the chrome surface will transmit only 0.15% of light in the visible spectrum, and equates to a chrome thickness of approximately 0.1um
OD5 - The chrome is coated to a thicker layer of approximately 0.15um thick, allowing even less light to transmit through (0.015% in the visible spectrum)
OD1 - Some customers actually want a large amount of light to transmit, therefore bringing the contrast ration down. Our OD1 plates are coated very thinly, and appear "see through" to the human eye. They can be sued in specialist graphics applications or to replicate an Iron-Oxide plate which allows for easy registration of the plate to sub layers.
OD1.8 - Another thin chrome coating giving a transparent basis.
WRITE AREA
The way that the masks are manufactured means that we have a "keep out" area that we cannot write critical features to - this equates to a 10mm border around the edge of the plate. This is because the resist is slightly thicker in the corners and edges, where it builds up during the spinning process. We use ‘fringeless’ blanks wherever possible, so can image outside of this area if necassary, but recommend only text and references marks in this outer area.
DEFECT SPECIFICATIONS
The specification of the raw materials and the photo-resist, mean that there may be minor defects that appear randomly across the image. Usually these defects are cosmetic only, and most often the defect actually causes no working problem with the design. A defect is defined as having a size greater than the required rate, and can take many forms such as a "pinhole" in what should be the chrome/emulsion part of the mask, or it can be a chrome / emulsion spot in the clear part of the mask (also referred to as 'shorts' or 'breaks'). A defect is any flaw affecting the geometry that passes the authorised specification for the order.
The customer may indicate the size of defects that will affect their process (defect spec). All defects which break these rules must be repaired, or if they cannot be repaired, the mask must be rejected and rewritten. Where no defect spec is given by the customer, we use our own internal standards.
There is also a class of defects known as cosmetic defects. These are defects that may not affect the geometry but still may not be acceptable to the customer. Cosmetic defects include scratches on the chrome outside the array, damaged or partially removed AR coating, contamination on the chrome, glass chips on the edge of the mask, etc.
The Customer Defect Specification Form is to be used by customers to inform us of their defect specifications. It may be supplied to cover every order within a given time frame, or on a per order basis. If the form is not submitted, our own internal specifications take over. These specifications will be used by our front end engineers to asses if masks can be written before going into the write phase, and customers will be informed where specifications are deemed to be unachievable.
FAQ's
Q: What is the smallest feature that you can do ?
A: This depends upon the resolution that we image at, the material that we use, the tone of the mask, and most importantly the feature type (Spot, square, line etc). This all makes it very hard to give a figure, but as a very rough guide we can make 2-3um on an "everyday" basis and down to 1um and possibly below if we "hold it's hand through production" .
Q: How accurate are the features, what tolerances do you work to ?
A: This is dependant upon the resolution that we image the mask at. The QUICK REFERENCE brochure in the DOWNLOADS section will give you a chart, specifying both feature and dimensional tolerances.
Q: What resolution should i pick ?
A: The higher the resolution, then the sharper the edges of the features, the smaller the features possible, the more accurate the features will be, the sharper the corners in of the features, and also the smoother the circles. Some customers will notice this difference straight away, some will hardly notice any difference. Every customer has different requirements and different priorities. If in doubt, chose a higher resolution to ensure your requirements are met, but we are happy to advise if you send us your database.
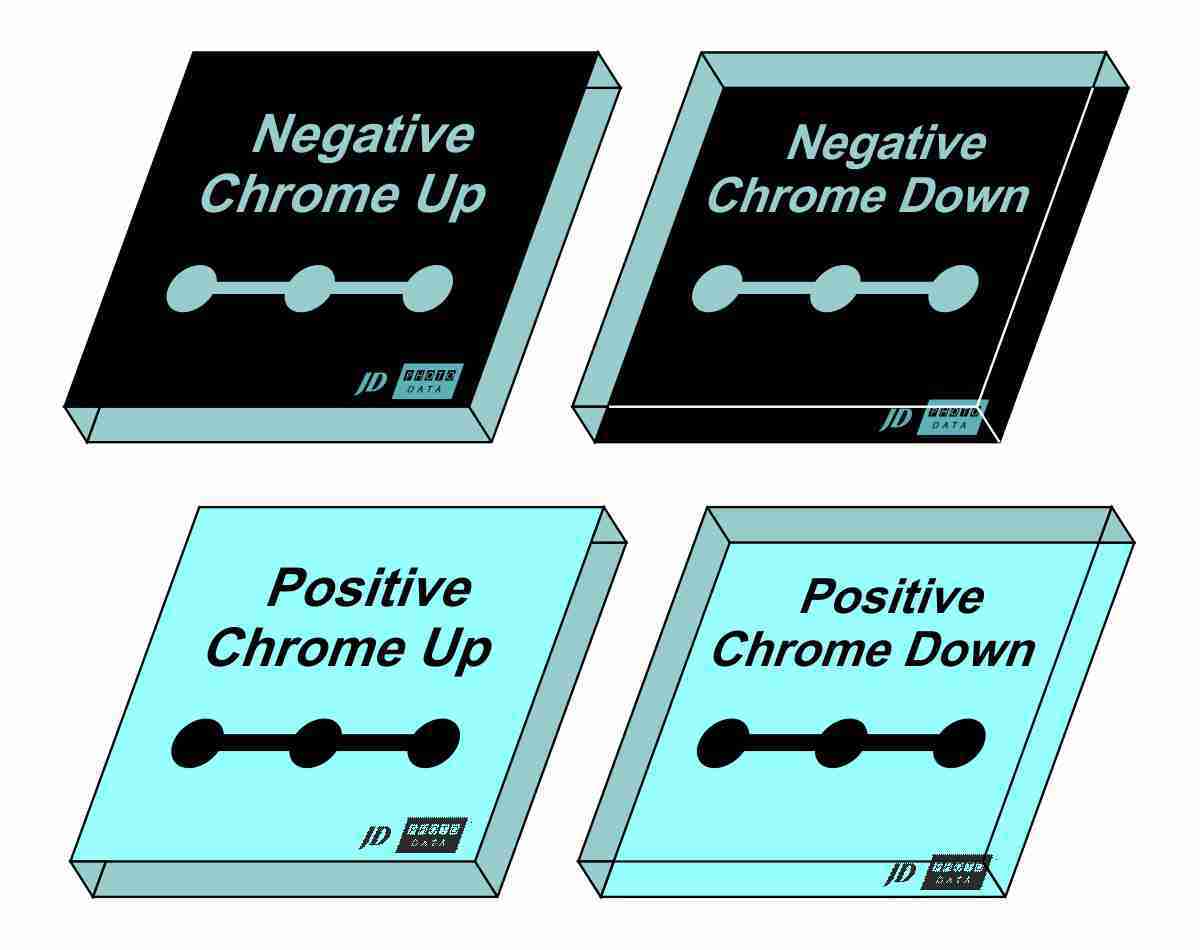
Q: What does the term POLARITY mean ?
A: Polarity is the tone of the photomask, and in layman's terms it is what you might call Positive and Negative. When you draw your photomask design on your computer, you need to decide if the objects that you draw are going to be opaque on the photomask- and therefore to block the light - or transparent areas on the photomask. It's best to always think of the data that you draw either being positive data, or negative data. If used in contact lithography, remember, this is polarity or tone of the mask that we manufacture, and NOT the polarity of the wafer you are using.
Q: I've designed my mask with the wrong polarity - what do i do ?
A: We can use the original design file and simply reverse the tone of the mask. This is much easier than supplying new data.
Q: What is Right Reading, Wrong Reading and Mirrored.
A: Some people use the photomask in contact exposure, and others use it as an optical component. Making sure that the design is the corect way round is important. To inform us exactly what you need, it is best to add a title or reference text somewhere on the design and then we can talk in terms of "right reading" or "wrong reading ". Another way of thinking about "wrong reading" is to think of the text being mirrored. Right Reading Chrome side Down is the most common way to describe a photomask that will be used for contact lithography. When you hold the mask in your hands with the chrome side facing down closest to the wafer, the image on the mask will be correct or how it should appear on the wafer. Right Reading Chrome Up is maybe the most common way to describe optical components. However, every customer has different requirements from the next, so you need to inform us via the order form.
Q: So what would Negative Data - Right Reading Chrome Down actualy mean ?
A: Using the above Q&A's as a reference, we can now say that when you are holding the photomask plate in your hand, and the text is reading correctly, then the chrome will be on the underneath surface and the glass support is uppermost. The design will be an exact opposite - in tone - of what you had designed on the computer.